
威士忌之後,日本琴酒也香醉世界
2020/01/17
威士忌之後是琴酒(Gin)。日本國産威士忌酒在全球的熱潮仍在持續,在此背景下,採用日本特色材料的「Craft Gin(精釀琴酒)」在海外的評價也在提高。這是採用櫻花、花椒等各種花草調配香味的蒸餾酒,日本精益求精的産品製造也得到支援,出口量激增。大型釀造商和地方蒸餾廠推出各具特色的日本國産琴酒,呈現百花齊放的局面。
 |
「精釀琴酒在世界上受到的歡迎呈爆炸式增長。口感清爽,各種商品和地區的特徵容易了解,很有吸引力」。這樣説的是存有約500種琴酒的餐廳「TOKYO FAMILY RESTAURANT」的代表三浦武明。進店的顧客森岡隼也(22歲)表示,「入口後的味道和聞起來的香味各不相同,能感受各種樂趣」。
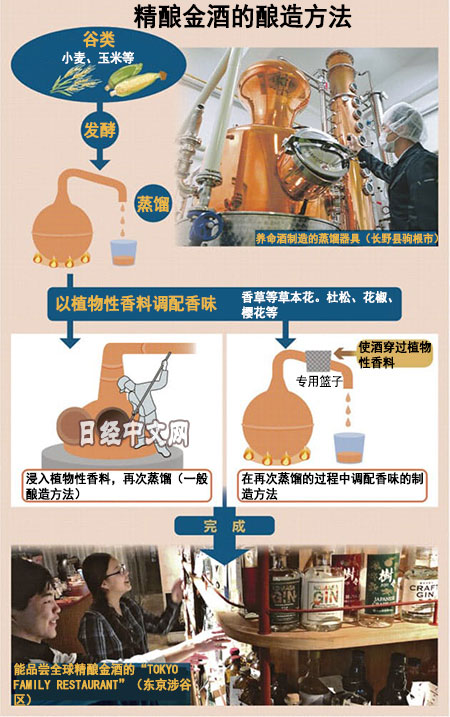
在以小麥和玉米等穀物為原料的蒸餾酒中,琴酒是通過杜松調配香味的酒。還可以加入被總稱為植物性香料(botanical)的其他香料和香草。
琴酒在世界範圍內越來越受到歡迎。英國調查公司歐睿國際(Euromonitor International)的數據顯示,2018年的世界市場規模達到約1.9萬億日元,比2013年增長5成。在琴酒的主要産地英國,精釀蒸餾廠相繼誕生,同時高價位琴酒的擁躉也在增加。
 |
在此背景下,日本琴酒受到關注。日本財務省的貿易統計顯示,2018年的琴酒出口量達到1405千升,同比增至6倍。2019年1~10月已超過2018年全年。
出口的9成為三得利的「六(ROKU)」
讓日本國産琴酒受到歡迎的推動力之一是Suntory Spirits的「六(ROKU)」(日本國內建議零售價不含稅為4000日元,約合人民幣250.6元)。「六」於2017年上市,大部分買家處於海外,現在向約40個國家出口。「六」佔2018年日本出口量整體的約9成。該酒在開發階段就吸收海外技術人員的知識,致力於形成日本特有的口感和香味。
在負責釀造的大阪工廠,遍佈配管的車間裏擺放著3套高約3~10米的銅製蒸餾釜。往裏面看去,裝滿外表猶如樹木果實的植物性香料。琴酒的一般釀造方式是在蒸餾前的液體中增加香味,然後放在火上加熱。
 |
| 三得利的「六(ROKU)」以手工作業混合蒸餾釜中的植物性香料(位於大阪市的該公司工廠) |
不僅是通常的蒸餾釜,還有形成減壓狀態、能以低溫進行蒸餾的釜。主管商品開發的技術顧問鳥井和之表示,這種蒸餾釜「在提取不耐熱的茶葉等的香味時使用」。「六」是在傳統琴酒的植物性香料中加入櫻花、玉露茶、柚子等6種成分,調配出適合和食的口味。雖然是大型釀造廠的商品,但大阪工廠仍努力發揮材料的優良特性,積極追求手工釀造的感覺。
 |
|
三得利的「六(ROKU)」 |
例如把櫻花浸入琴酒時,如果用機械攪拌,櫻花會破成碎片,因此以手工作業慢慢攪拌。截至12月擔任大阪工廠廠長的岸重信表示,「為了突出香味,並且入口後能感受到,需要在每一種材料上精益求精」。
這家工廠是100年前三得利創始人鳥井信治郎正式啟動洋酒生産的地點。岸重信表示,針對用於洋酒的材料積累了長期研究成果,「例如為了凸顯香蕉的香味,甚至採取不使用機械、而是用手剝皮的做法」。
 |
| 「季之美(KINO BI)」 |
這種對材料的執著是在海外得到支援的原因之一。2016年作為日本國內首家琴酒專業蒸餾廠開設的京都蒸溜所也宣傳採用綠茶和生薑等日本特色材料的「季之美(KINO BI)」(日本國內建議零售價不含稅為500日元,約合人民幣313.47元),在海外獲得高度評價。
養命酒製造發揮藥酒的經驗
相繼有企業涉足琴酒領域。藥酒廠家養命酒製造也在2019年3月推出了琴酒「香之森」(日本國內建議零售價不含稅為4500日元,約合人民幣282.39元)等。以藥酒為主力的養命酒製造為何涉足琴酒業務呢?該公司商品開發中心的入江陽強調稱,「認為能發揮從約400年前開始以(日本)國內自生的香草製造藥酒的經驗」。
 |
| 養命酒製造推出的琴酒「香之森」 |
琴酒起源於中世紀的荷蘭,當時作為藥酒使用。之後,在英國作為嗜好品普及。
被養命酒製造作為主要材料的是日本特有的香木——釣樟,這種材料在該公司的産品「養命酒」中也有使用。釣樟還被作為高檔牙籤的材料,特點是帶有清爽的香氣,還被認為具有令人放鬆的效果。但釣樟的知名度不高,養命酒製造希望通過用來為琴酒增香以提高其知名度。
 |
| 養命酒製造釀造琴酒使用的釣樟樹枝折斷後會散發出清爽的香氣(該公司位於長野縣駒根市的工廠) |
琴酒除了特殊的味道外,為了能活用於雞尾酒,還需要實現味道的平衡。雖然製造方法的限制較少,不過需要製造者斟酌處理的地方多,需要反覆摸索嘗試。「什麼能夠激發出釣樟的香味呢?」養命酒製造試了約130種香料。另外,把提取出的香味融入酒精的方法也存在眾多選項。例如浸入蒸餾前的液體、在蒸餾中的蒸氣中通過等,開發團隊歷時1年半嘗試了所有組合。最終鎖定了18種材料。
日本的燒酒廠商也進軍海外
接連推出有特點的商品也是日本琴酒人氣提升的背景之一。琴酒無需像威士忌一樣使用木桶陳釀,製造門檻較低。製造琴酒需要烈性酒製造許可,日本國稅廳公佈的數據顯示,新取得許可的件數在2015年僅為幾件,但是2019年截至9月達到15件以上。
擁有蒸餾技術的燒酒廠商瞄準海外市場,開始製造日本國産琴酒的姿態也引人注目。
 |
| 小正釀造推出使用櫻島小橘子的琴酒「KOMASA GIN」 |
小正釀造2018年7月上市了「KOMASA GIN」(日本國內建議零售價不含稅為3200日元,約合人民幣200.62元)。該酒以白米燒酒為基礎,使用了特産櫻島小橘子,凸顯出地域特色。在日本國內,這款琴酒面向土特産店和高檔超市的銷售出現增加。還開始向中國、東南亞和歐洲供貨。小正釀造表示,「還被燒酒出口情況不佳的地區所接受」。
有聲音擔心琴酒潮流過熱
琴酒無需長期陳釀,像威士忌一樣原酒短缺的可能性較低。不過由於開始製造琴酒的廠商急劇增加,可能很快出現優勝劣汰。
啤酒就是一個典型例子。由於1994年日本放寬製造許可,小規模的啤酒釀造廠在5年裏猛增至260個,出現了「精釀啤酒」潮流,不過由於競爭激化,很多廠商被淘汰。此外,由於出現了品質和風味不佳的商品,導致消費者開始遠離啤酒。現在精釀啤酒開始在日本收復失地,多種多樣的口味獲得了消費者的支援。不過,製造許可的件數僅為頂峰時期的7成左右。
 |
|
三得利的「六(ROKU)」 |
有聲音擔心日本國産琴酒人氣過熱。日本琴酒協會的代表岸久表示,「擔心過度推進高檔化。希望琴酒成為被消費者廣泛接受的酒」。
精釀琴酒的種類正在增加,例如對日本酒進行蒸餾以及在沖繩縣活用「泡盛」技術的産品。如果能夠確立穩定的供應體制以及設定被消費者所接受的價格,在東京奧運帶動訪日遊客急劇增加的2020年,預計日本國産琴酒的存在感將大幅提高。
琴酒協會代表:具備製造者增加的環境
關於日本精釀琴酒的展望和課題,日本經濟新聞(中文版:日經中文網)採訪了日本琴酒協會的代表岸久。
記者:您認為日本琴酒被海外接受的背景是什麼?
岸久:全球的威士忌需求提高,小型蒸餾廠復活,對琴酒來説具備了促進製造者增加的環境。日本琴酒人氣提高也是這種潮流之一。日本擁有在世界市場上具有優勢的四季、自然環境豐富、具備可選擇多樣植物性香料的風土。此外由於和食在海外滲透,具有日本獨特風味的酒的形象容易被傳播。
 |
| 日本琴酒協會的岸久代表 |
記者:琴酒的消費將擴大嗎?
岸久:現在喝琴酒成為一種潮流,希望能作為文化紮根。琴酒雖然是誰都知道的酒,但是尚未被詳細了解。有必要在推廣琴酒知識的同時,擴大消費對象。
雖然有確定的雞尾酒配方,不過由於精釀琴酒登場,可選擇的風味增加,飲用方式也更加多樣化。日本琴酒或許可以加入梅乾,還可以加入茶葉。本協會將在2020年設立新的琴酒資格考試,呼籲普通消費者也來參與考試。希望增加琴酒資訊的傳播者,進一步豐富琴酒文化。
日本經濟新聞(中文版:日經中文網)企業報道部 柏木淩真
版權聲明:日本經濟新聞社版權所有,未經授權不得轉載或部分複製,違者必究。